案例介绍
出于精益化、智能化物流管理的需求,企业逐渐从传统仓库作业模式转向智能仓库模式。先进的智能四向密集存储系统解决方案,将有效缓解不断上涨的人力和仓储成本,实现高密度、高效率、库存信息透明的物流存储。
本期案例聚焦化学产品制造企业,该企业专业于高端胶粘剂、密封剂等功能性材料的开发与应用,是知名的行业领军企业。
导入劢微机器人智能四向穿密集存储系统解决方案,以“智能四向穿梭车”为主要硬件载体,结合自研软件仓库管理系统WMS、调度系统RCS和设备控制系统WCS,实现仓储物流作业智能化、数字化,节省人力成本,提升作业效率。


四向穿密集存储系统解决方案
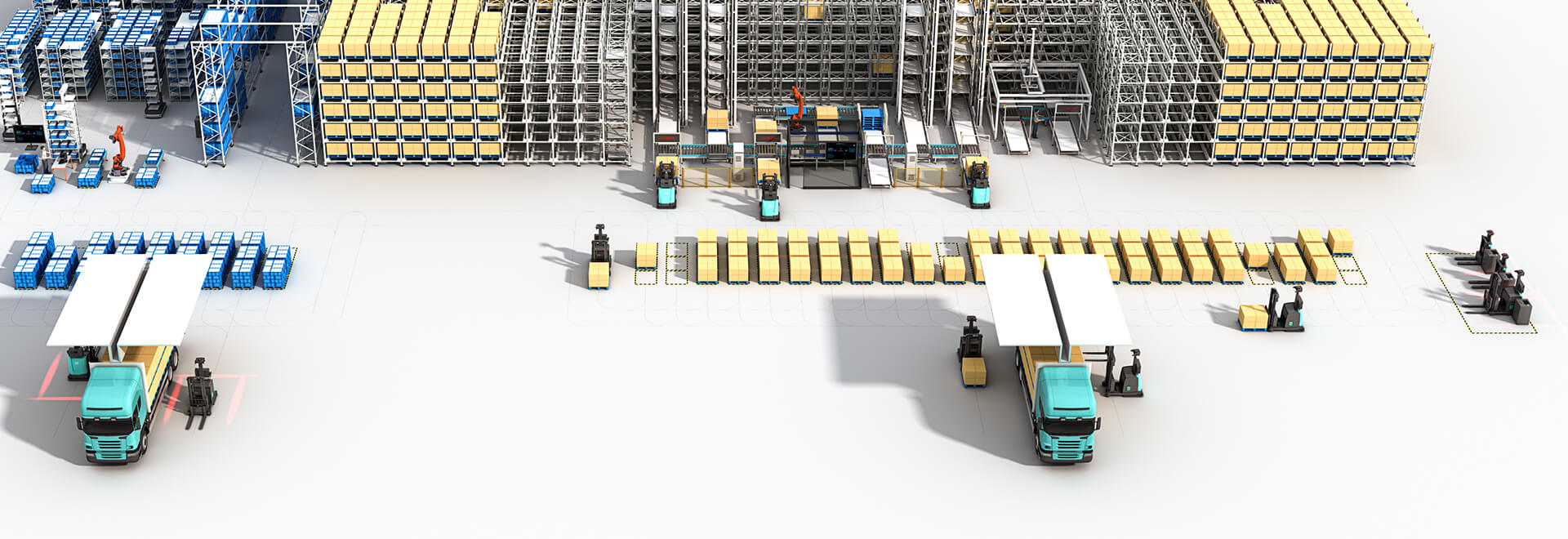
劢微机器人为项目提供整体工艺设备,覆盖从收货入库到分拣出库全过程,在系统全面性、设备先进性、经济效益性等方面均具突出优势。


入库时,将来料质检后的单元货盘由叉车放到入库台上,经由PDA扫码绑定,货物由输送线运输经过检测区入库,并通过提升机到达指定层,四向穿梭车将根据WMS货位分配结果,将货物送至最佳库位,实现密集存储。出库则相反,遵循先进先出原则。
智能调度、灵活穿梭、密集存储


▲货物由输送线经过检测区称重、测量外形
设备控制系统WCS
打通全场设备流
劢微机器人通过设备控制系统WCS,与外形检测机、称重模块、链条机、提升机、KBK辅助分拣设备高效交互,打通全场设备流,进行设备流统一管理,实现原材料入库、出库、分拣全流程自动化作业。

▲智能四向穿梭车搬运货物乘梯换层
仓库管理系统WMS
实现库存数据信息透明

作业效率大幅提升
智能化、精益化生产

▲货物出库遵循先进先出原则