案例介绍
作为国家基础产业的化工行业与社会经济生活息息相关。化工行业流程复杂,主要的大宗原料和产品中80%属于危化品,面临工作环境恶劣、搬运安全隐患大、管理复杂、仓库空间利用率低和招工难用工贵等难题。
由传统生产模式向数字化、无人化、智能化方向升级,已成为化工企业生存与长远发展的必然选择。
劢微机器人根据客户需求可提供高柔性智能物流解决方案,以无人叉车等机器人设备为硬件载体,自研核心算法,从底层核心传感器,到核心算法,再到上层系统,整套端到端解决方案,可适应复杂生产环境、自动规划最优路线,实现物流自动化点对点搬运,节约人力成本,缩短运转时间,减少安全隐患,提升生产效率。

本期,为大家带来化工行业实际案例参考,希望能为正面临相似问题困扰的朋友提供帮助。
►►►
项目背景
案例聚焦一家化工涂料制造企业,该企业规划导入搬运机器人,从而实现地堆仓库、缓存区、产线到露台的物料自动化转运和上下线。
以往该企业通常采用人工作业,然而由于化工涂料的生产车间环境恶劣,高噪声及强电干扰等问题,对员工生理健康造成威胁,加上长期重复性搬运劳动,工人出现倦怠情绪。不仅人员流失严重,由于采用人工成本高、随意性大影响生产效率,企业运营管理问题愈发严峻,亟需进行整场智能物流升级。
►►►
解决方案
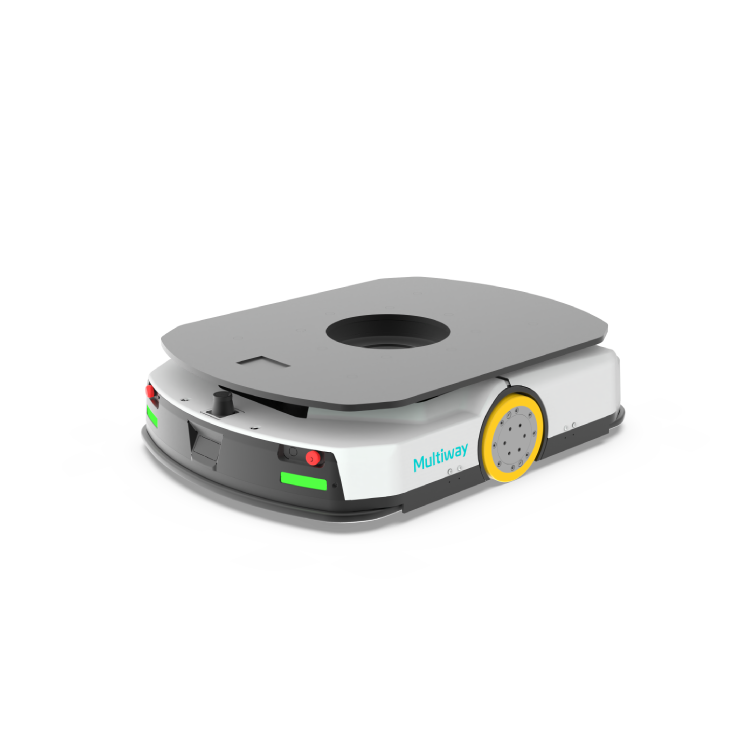
劢微机器人针对客户需求,提供了以前移式无人叉车MW-R20位载体的软硬件一体化物流解决方案,为客户完成了输送线输送、拆盘机拆盘、无人叉车搬运、地堆仓库码垛等一系列的自动化升级。
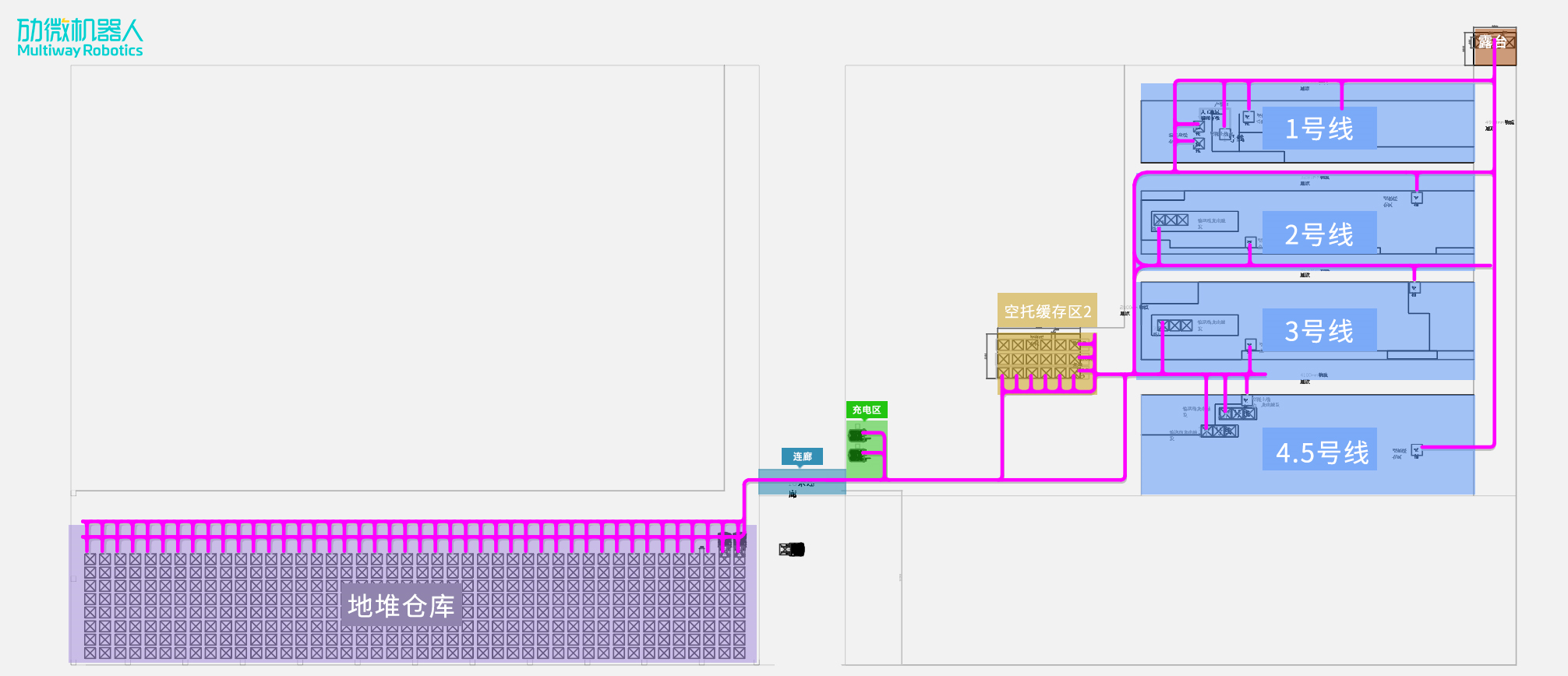
▲整场物流规划图
现场部署多台前移式无人叉车,作业过程无需人工看守,显著提高了生产效率。搭配劢微机器人自研的RCS调度系统,实现多车自动规划最优路径,避免堵车、锁车情况,保证产线及时上下料,物料及时出入库。

同时WMS仓储管理系统支持出入库策略配置和物料数据化管理,遇到生产线切换生产物料时,可极速完成物料编码更新,无人叉车将按不同种类物料进行上下线、出入库搬运,操作十分便捷,这大大帮助多批次小批量的企业,实现柔性高效生产。
本次案例生产车间共计5条产线,其中1号线较为特殊,须将单个空托盘搬运至上料口,无人叉车自缓存区搬运整托空托盘至产线区域,在1号线完成拆托上料,在面对不同产线需求时,无人叉车可灵活高效完成任务。
►►►
项目价值
企业在导入劢微机器人整场智能物流解决方案后,极大降低工人劳动强度,提升生产产能和效率。工厂原本采用三班倒制度,每8小时一班,使用无人叉车完全替代人工,实现全天候无人化作业。

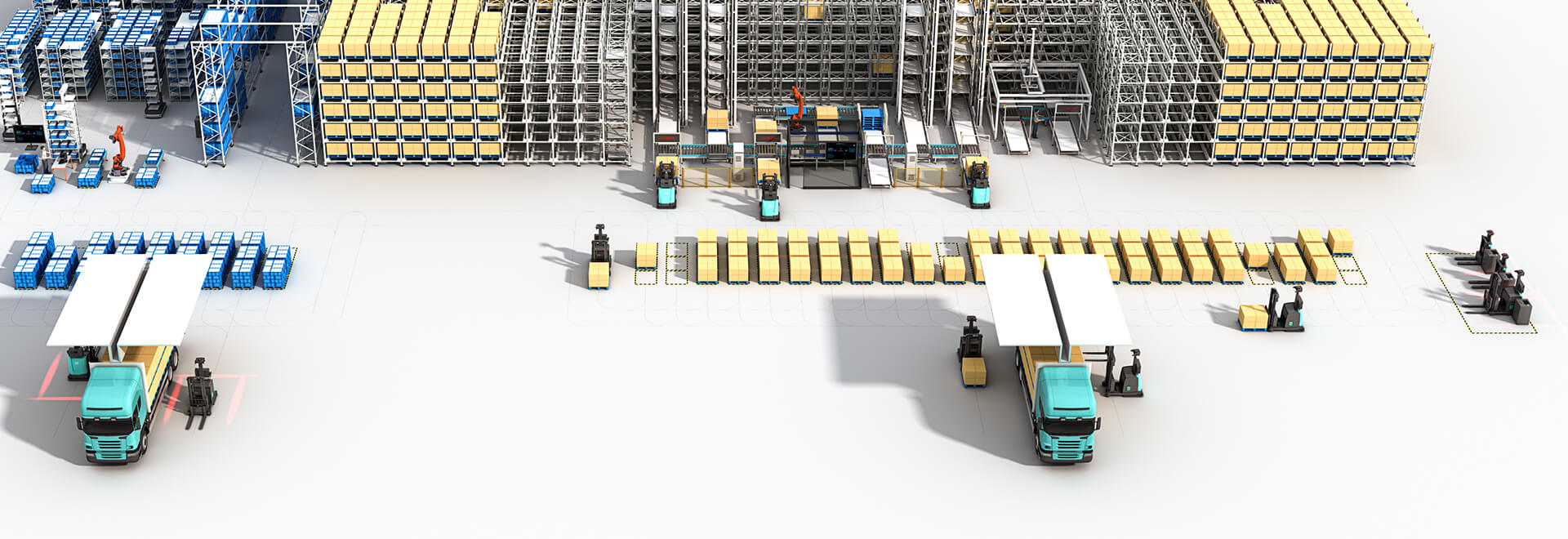
▲货物堆叠场景
一次性成本投入,带来的收益不止人工成本的降低,还有工厂的自动化升级,不仅满足不同物料的配送需求、不定期上下料呼叫、自动出入库需求,还根据现有的仓储空间进行货物堆叠,最大化提升仓库利用率,实现货物信息数据化和物料搬运自动化。

▲产线对接场景
最重要的是,导入劢微智能物流解决方案后,作业更灵活,生产更柔性,环境更安全,进一步促进了企业降本提效,提升市场竞争力。

除在上述行业落地案例外,劢微机器人的产品及解决方案广泛应用于汽车、食品、医药、新能源、3PL等诸多行业领域,覆盖20余个场景。以优秀的解决方案持续落地复杂场景,跨行业斩获众多标杆客户。持续赋能,为更多行业数字化转型创造价值。